Ensuring the perfect quality of plastic products and parts begins with design. Not only the shape and material, but also the production tool affects the product quality: the geometry, construction and execution of the tool all have a direct impact on the finished product. Therefore, at Mikropakk, we work in close cooperation with Tantál Kft., which provides us with the high-quality tools required for injection moulding.

The portfolio of the toolshop includes both the production of prototype and pilot tools required during product development, and the fabrication of tools intended for series production, as well as the maintenance and repair of existing tools and parts.
What areas does the toolshop’s activity cover?
Expressing the activity of the tool shop as a percentage, we can say that tooling accounts for 30%, while tool repair and maintenance accounts for 70%. To a minimal extent, the workshop also carries out spare parts production, mainly for automation. As well as that, occasionally they also manufacture other parts based on individual needs, but – mainly due to lack of capacity – Tantál Kft. only rarely supplies external customers.
In the case of tool refurbishing, it is typical that the parts of the tool housing need not be replaced, only the mould inserts must be remanufactured, and the elements of the guide replaced. If parts of the hot runner need to be replaced, these usually have to be ordered from the manufacturer.
When producing tools, machining often starts from pre-drilled sheets or other pre-formed materials, and not from a block of raw material. It is important that these must be taken into account during planning and machining, so the specialists of Mikropakk and Tantál work in close cooperation.
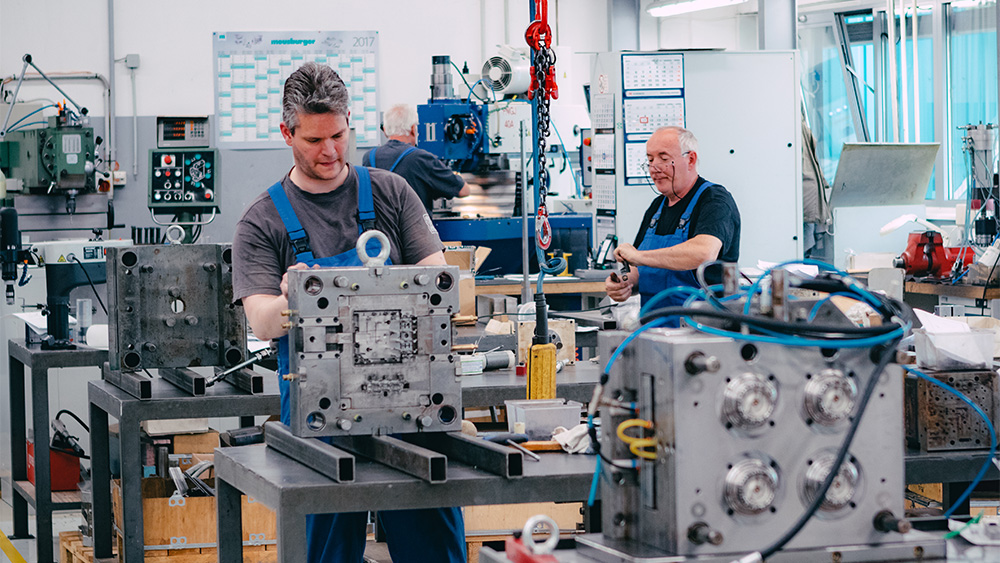
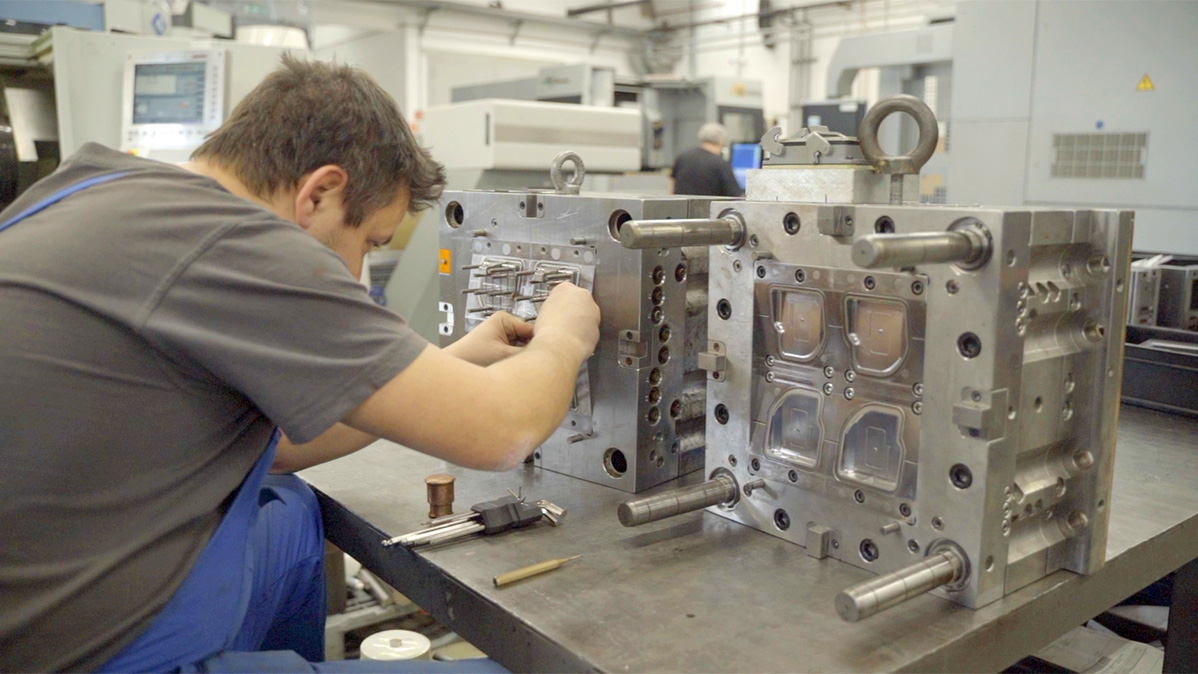
Making and repairing plastic injection moulding tools are the main focus of the toolshop
Materials processed in the production of injection moulding tools
In the case of tool housings, the raw material is primarily corrosion-resistant steel (e.g. 1.2085), while in the case of tool inserts, hardenable or already hardened tool steels (e.g. 1.2767, 1.2343) make up a significant part of the raw materials. For the hardening process, the tooling shop involves an external partner, where they usually ensure a hardness between 48 and 55 Rockwell by heat treatment.
Non-ferrous metals also play a role in injection moulding, due to their good heat-conducting properties, and thus are processed in the tool workshop. Moldmax high-strength copper alloy is often used, which is an excellent heat conductor, thus reducing the cycle time in injection moulding, but sometimes other copper and aluminium alloys are also processed. The toolshop also manufactures the electrodes used in EDM – raw material here is mainly graphite, sometimes copper.
Metal fabrication machines and technologies used in tool production
Tantál Kft.’s toolshop is considered medium-sized in our market, but it already includes a number of different pieces of machining and fabricating equipment. In this way can we ensure that suitable machines are available for all injection moulding-related tooling tasks. The available equipment is presented below, divided into categories.
Preparation
During the preparation of the workpieces, the traditional lathe, the universal milling machine, the saw machine as well as the beam and stand drills all play a role.
CNC machining
In addition to high precision, the production of tools and machine parts also requires the repeatability of the work process – so a subsequent re-production results in a tool or part identical to the original. Therefore, most of the machining is carried out by the tool shop under CNC.
The parts of the tool housings are typically produced using a DMU 85 machine, with 3-axis machining, while the roughing and surface milling of the tool inserts is done on a DMU 65 machine, on 3, 3+2 or simultaneously 5 axles, depending on the needs of the given tool. The toolshop’s latest equipment, the DMU 60 EVO, is also used for this task, and with a linear motor drive, it ensures even greater precision and shorter machining time. However, the DMU 60 Evo is suitable for processing workpieces weighing up to 400 kg, therefore in the case of heavier workpieces we continue to employ the DMU 65 and DMU 85 milling machines.

Among the machining equipment of the tool shop, in addition to those listed, there is a Gildemeister CTX 410 CNC lathe and a Röders RXP501DS type 5-axis CNC milling machine. The latter is partially used to produce graphite electrodes for EDM machines, and can also be used for the production of smaller, high-precision workpieces.
Electrical discharge machining
When using die-sink EDM as a technology, it should be taken into account that it is generally one of the slowest and therefore the least economical of the cutting processes. It is used for particular customer’s surface requirements, and for surfaces that cannot be created with other cutting processes. For some of the injection-moulded parts, it may be required – for aesthetic or technical reasons – to create a die-sink eroded surface on the shaping interface of the tool, or on a part of them.
Tantál’s toolshop is equipped with Ingersoll Center 400, Ingersoll Gantry Eagle 800 and Sodick AG80L die-sink EDM machines. Moreover, two FANUC ALPHA-0ID and one Sodick SLC400G wire-cut EDM machines are also available. These can be used to create external and internal contours, both vertically and at an angle, where the maximum cutting thickness is close to 200mm. The wired surface usually – depending on the technology – does not produce a finer surface than fine milling. In the case of moving parts, die-sink and wire-cut surfaces must be burnished.

The toolshop uses CNC machining equipment to ensure repeatable quality
Equipment in the grinding workshop
Repetition of the same quality is expected in the case of grinding as well. The Studer FAVORIT CNC universal cylindrical grinding machine, the Ziersch ZT48 surface grinder, the WMW internal grinder and the Okamoto form grinder also serve this need.
The role of tools in plastic injection moulding
The role of the moulding tool is prominent in plastic part production, as reliability, sufficiently short cycle times and – naturally – the quality of the completed product depend on the tools’ good design and high-quality execution. That is why we involve tooling colleagues in Mikropakk’s R&D&I activities, for feasibility and manufacture evaluation. For example, their expertise in the physical properties and limitations of the material is particularly important, even though many problems can now be bridged by software.
In practise, this means that the specialists of the two companies are in daily contact. The result of the close cooperation is that it is possible to produce easy-to-use tools in shorter time, which helps the injection moulding plant to produce reliable, good parts both during product development and in series production. In the end, these factors bring satisfied customers in the long term.

